Your cart is empty










 Short Rigid Couplings
Short Rigid Couplings Controlflex Couplings
Controlflex Couplings Jaw Couplings
Jaw Couplings Oldham Couplings
Oldham Couplings Bearing Locknuts – TCN
Bearing Locknuts – TCN Double Wide Shaft Collars
Double Wide Shaft Collars Heavy Duty Shaft Collars
Heavy Duty Shaft Collars International Series Shaft Collars
International Series Shaft Collars Keyed Shaft Collars
Keyed Shaft Collars Mountable Shaft Collars
Mountable Shaft Collars Quick Clamping Shaft Collars
Quick Clamping Shaft Collars Set Screw Shaft Collars
Set Screw Shaft Collars Thin Line Shaft Collars
Thin Line Shaft Collars Threaded Shaft Collars – Pacific International Bearing Products
Threaded Shaft Collars – Pacific International Bearing Products Two-Piece Shaft Collars
Two-Piece Shaft Collars Friction Bearing Universal Joints
Friction Bearing Universal Joints Needle Bearing Universal Joints
Needle Bearing Universal Joints
Bearings
Drawn Cup Needle Roller Bearings
18 December, 2023
14 min read
In this article I will cover basic information about drawn cup needle roller bearings. I will introduce the leading bearing manufacturers and their part numbering systems. I will cover basic designs, loads, misalignment characteristics, sealing, clearance, operating temperature, tolerances and cages options. I will introduce proper installation and Inspection procedures.
Pacific International Bearing Sales is an Authorized Distributor for INA and IKO brands and offers other brands such as SKF and the combined brands of Torrington/Timken/Koyo which is now the JTEKT brand. These leading brands of INA, IKO, JTEKT and SKF are equal in quality and are responsible for the majority of needle bearings manufactured worldwide.
The Torrington company invented needle roller bearings and created a part numbering system that many companies use to this day.
Torrington created a part number system where the prefix letter or letters denote whether the bearings are made to inch or metric dimensions.
For example, drawn cup needle roller bearings with metric dimensions are denoted with a prefix of F or HK having open ends. The prefix designation BK is for one closed end. Any other prefix designation would denote an inch series bearing.
Most sizes of inch bearings are available as a full complement or caged version. Standard Metric bearings are available only with cages. The use of caged rollers under Torrington would have been indicated by the prefix code J in the part number.
Inch bearings are available in either of two radial cross sections. The larger cross section is indicated with an H and the smaller cross section has no prefix.

While some of the Leading manufacturers adopted the Torrington part number system utilizing HK and BK designations, companies like INA have their inch numbering system. SKF, INA, and others use HK0408 as a metric bearing with the dimension 4 mm x 8 mm.
INA and FAG for example will offer an Inch or Imperial series where a part number such as SCE1210-B describes an open bearing with dimensions of .750 x 1.00 inch. Under the Schaeffler brand both INA an FAG needle roller bearings will have the same part numbering system.
Torrington Bearing also created and offered an integral sealed version of DC (drawn cup) bearings which continue today with the JTEKT brand and is also offered through IKO, SKF and INA. Sealed drawn cup bearings are intended to retain grease or non pressurized oil and prevent the ingress of contaminants. These seals will not withstand a pressure differential exceeding 2 psi. You will need to check the manufacturer’s catalog for details concerning the shaft design when using sealed bearings.

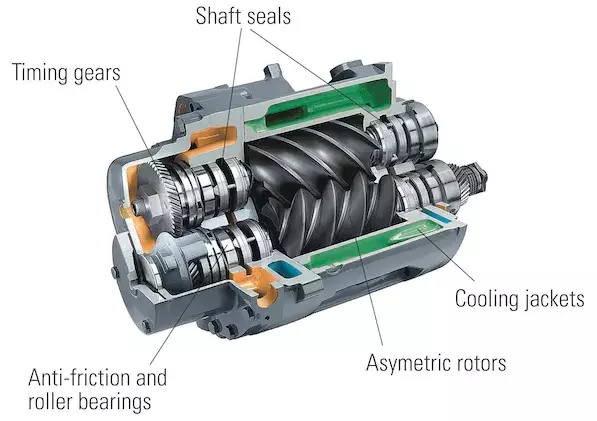
Drawn cup needle roller bearings are manufactured in a range from 3 mm to 139.7 mm bore (0.1181 – 5.5000 inch). Drawn cup needle roller bearings support radial loads, having a drawn outer shell cup which acts as a raceway for the rolling elements. The narrow cross-section of the drawn cup bearing allows for high load-carrying capability in a compact design. Drawn cup bearings are easily installed with a press fit while conforming to the housing bore. These bearings come in either open or closed versions.
Applications for drawn cup roller bearings include automotive applications such as transmissions, transfer cases, engines, steering mechanisms, valve trains and axle supports. Other applications include outboard engines, power tools, printers, appliances and automatic and manual transmissions. Additionally drawn cup roller bearings are found in consumer products including mechanical pumps and all types of industrial machinery.
Drawn Cup Roller Clutches
Drawn cup roller clutches and bearing assemblies are available in 3.2 mm to 35 mm bore (0.1250 – 1.3780 inch) and have the same compact and lightweight design as the drawn cup needle roller bearing. Drawn cup roller clutch bearings are designed to operate on a hardened shaft. RC bearings are designed to transmit torque between the shaft and housing in one direction and allow free overrun in the opposing direction. While transmitting torque, either the shaft or the housing is the input. When installing drawn cup roller clutch bearings, use a press fit.
Typical Part numbers will begin with the prefix RCB(Roller Clutch Bearing) however INA Drawn cup roller bearing would for example be identified as HF0612-KF-L564. This INA Drawn cup roller clutch bearing is an HF-KF series having plastic springs.
Applications include office equipment, paper-towel dispensers, exercise equipment, appliances, and Two-speed gearboxes. Buy INA roller clutch bearing at our online store.
Bearing Design Information
For purposes of this article and as a general reference, the Drawn cup or Shell type is to be used interchangeably for this series of needle bearings.
The most common drawn cup roller bearing designs have open ends while the second most popular type has one closed end and one open. Both types can be manufactured with a cage separating the rollers or will have a full complement of rollers with no cage. They are also available with one or two integral seals. Other options include a single lubricating hole and a matching inner ring.
Full complement construction was invented by Torrington Bearing and employs a full complement of rollers normally coated with grease. The inward-turned lips of the cup are used to mechanically retain the full complement of needle rollers.
Torrington caged drawn cup bearings would have a steel cage that provided inward retention of the needle rollers.
As rolling bearings with a very small radial section height, Drawn cup needle roller bearings are part of the family of radial needle roller bearings. The bearings are thin-walled, having drawn cup outer rings and needle roller and cage assemblies. The cage guides the needle rollers parallel to the axis.
Due to the thin-walled outer cup and the absence of an inner ring, the bearings are suitable for applications with a very small radial design envelope. The majority of the drawn cup type bearings are of a single row design and do not have a lubrication hole.
When the shaft cannot be used as a raceway, the bearings can be combined with IR or LR inner rings. If wider inner rings are used, they can be used as the running surface for sealing rings.
Drawn Cup type needle roller bearings can be designed to handle high speeds or heavy loads.
Caged bearings designed for high-speed rotation feature precise needle rollers, accurately guided by a cage and thrust rings.
Full complement bearings are designed for heavy loads and low-speed rotation and are press-fit into the housing and do not require any fixtures for axial positioning.
In the below sketch, you will see two renderings of the cross section of a drawn cup needle roller bearings with open ends and two types of inner rings and one showing a seal installed in the housing adjacent to the bearing utilizing the wider inner ring.
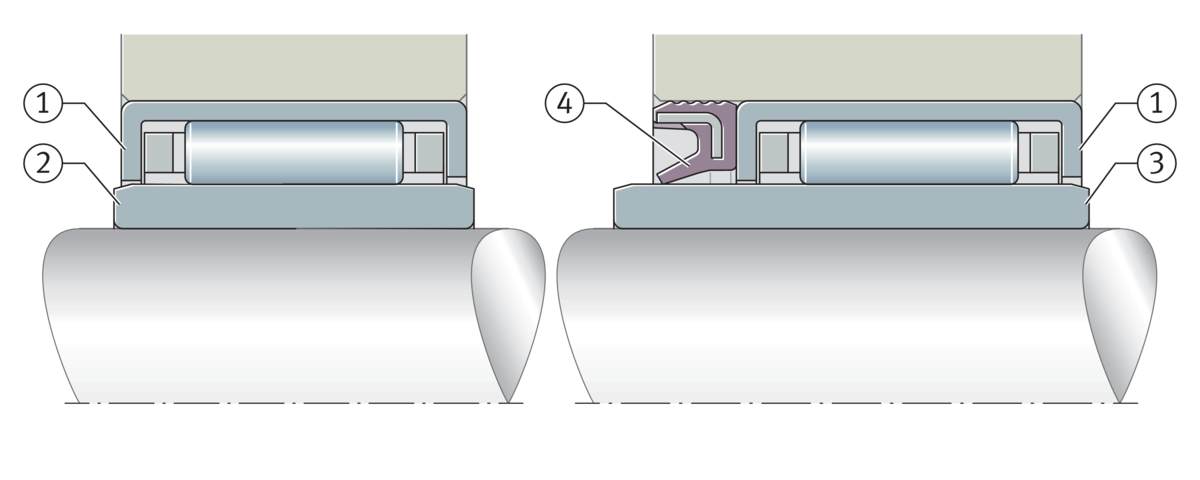
Drawn cup needle roller bearing with open ends and inner ring 2. Drawn cup needle roller bearing with open ends 3. Standard inner ring 4. Wider inner ring
Load carrying capacity
INA, JTEKT, and IKO drawn cup needle roller bearings are capable of supporting high radial loads, but not axial loads. This concept applies to all types of needle roller bearings.
Due to the line contact of needle rollers, needle roller and cage assemblies are suitable for supporting high radial loads. In contrast to the ball, which has a point contact, the needle has a larger contact area perpendicular to its axis. Consequently, it can transmit higher forces, has greater rigidity, and can support the same or higher loads. For needle bearings where you can utilize a needle roller set, double row bearings have a particularly high radial load carrying capacity. They are specified when the load carrying capacity of single row bearings is not enough.
Compensation of angular misalignments
Needle roller bearings do not allow for compensation of shaft misalignments relative to the housing bore.
Needle roller and cage assemblies are not suitable for the compensation of angular misalignments. The extent to which a misalignment of the shaft can be tolerated relative to the housing bore is dependent on factors such as the design of the bearing arrangement, the size of the bearing, the operating clearance, and the load. As a result, no guide value can be defined for drawn cup needle roller bearings for possible misalignment.
Sealing
The standard design of drawn bearings is an open design. As expressed earlier, shell-type needle bearings are also available in a closed-end version. Needle roller and cage assemblies are supplied without seals. Seals can be added to the adjacent construction utilizing an extended inner ring on standard series needle roller bearings. A quality seal is used to prevent moisture and contaminants from entering the bearing as well as to keep the lubricant retained. Sealed versions of the bearing where the seal is integral to the bearing are available from JTEK, IKO, and INA.
Noise
Schaeffler Noise Index SGI is not available for shell-type bearings. Schaeffler has stated that the data for these bearing series will be introduced and updated in stages.
Temperature range
As in most bearing types the operating temperature of the drawn cup needle roller bearings is limited by the dimensional stability of the rolling elements, the cage and the lubricant.
Cages
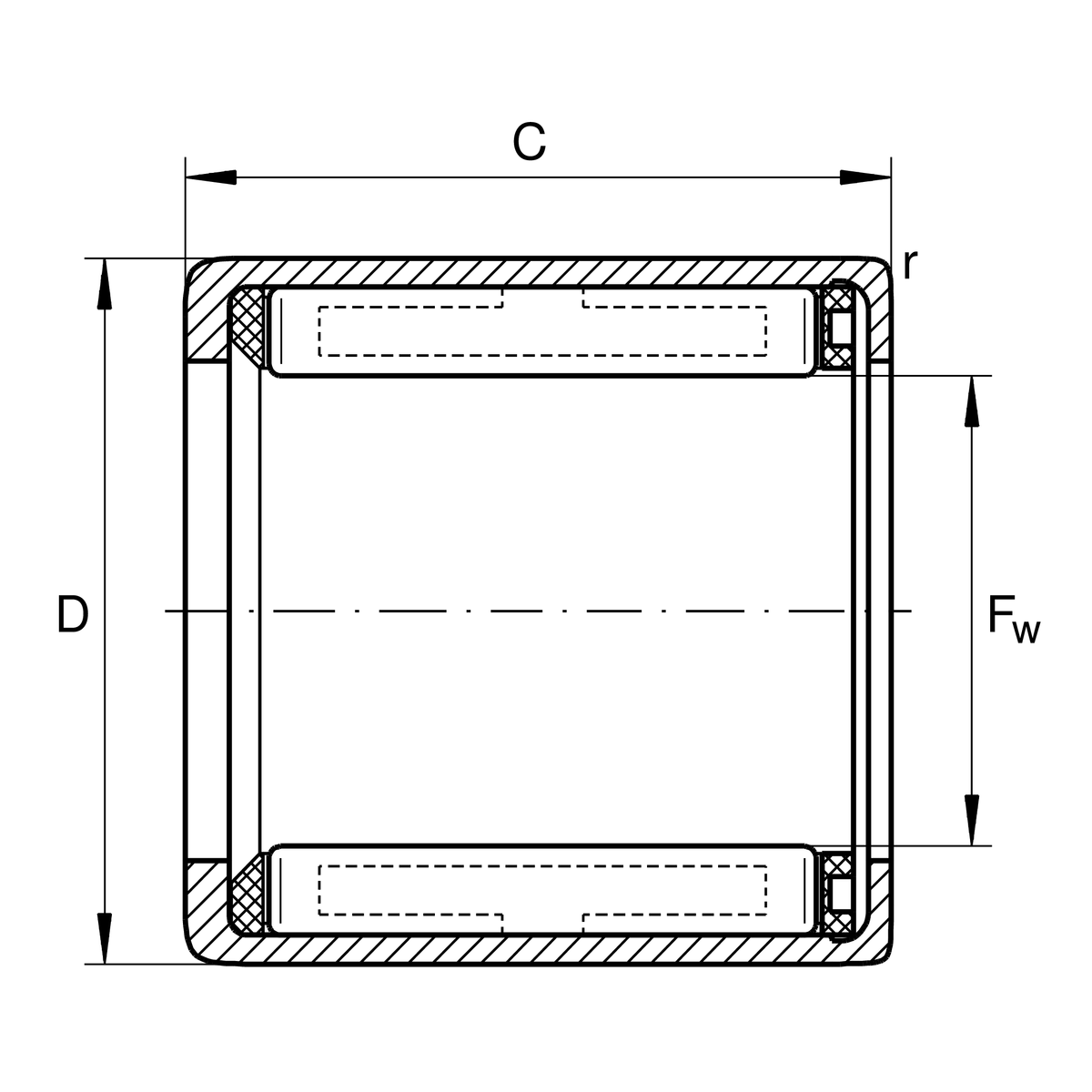
The standard cages are made from sheet steel and, with an enveloping circle diameter of Fw ≧ 195 mm, from a copper-zinc alloy. Bearings with a plastic cage are only available in particular sizes and have the suffix TV for the INA brand. Most manufacturers offer special cage materials for large quantity orders when requested. When special cages are designed it may be to achieve higher speeds, specific temperature requirements and greater load ratings.
Internal clearance
Drawn cup bearings are manufactured to a degree of precision that will likely satisfy the radial clearance requirements in most applications. The total radial clearance of an installed DC bearing results from the buildup of manufacturing tolerances, including the housing bore, inner raceway, outer diameter, and the bearing, as well as the minimum radial clearance required for the application. Closer control of bearing radial clearance would be governed by the user’s capability of holding housing and shaft raceway dimensional tolerances.
The radial internal clearance can be influenced by the needle rollers selected as well as by the shaft and housing tolerances. When standard needle rollers are used, a radial internal clearance of C2 to CN is achieved (radial internal clearance for needle bearings to DIN 620-4), if the shaft and housing tolerances are followed. If the actual dimensions have a plus tolerance, a radial internal clearance of 0 can be achieved.
Inspection Procedures
Even though the outer ring is accurately drawn from strip steel, it can go out of round during the heat treatment. During installation, when the bearing is pressed into a true round housing or ring gauge of correct size and wall thickness, it becomes round. For this reason, it is incorrect to inspect an unmounted drawn cup bearing by measuring the outer diameter. The correct way to inspect drawn cup bearings is to press the bearing into a ring gauge of proper size and plug the bearing bore with an appropriate go and or no-go gauge.
Dimensions
The main dimensions of single row needle roller and cage assemblies correspond to DIN 5405-1:2016 and ISO 3030:2011.
Tolerances
The needle rollers correspond to DIN 5402-3:2012 and ISO 3096:1996. The diameters of all needle rollers in a needle roller and cage assembly lie within the tolerance of 2 μm.
Width (Bc)
The deviations for cage width Bc are as follows for all needle roller and cage assemblies: Bc –0,2/–0,8.
Installation Procedures
A drawn cup bearing should be pressed into the housing using an installation tool in conjunction with a standard press. When buying your pressing tool, make sure it has a positive stop to locate the bearing correctly in the housing. The appropriate assembly tool should have a pilot to help in starting the bearing true into the housing. The installation tool should be coaxial with the housing bore. The ball detent on the tool is used to assist in aligning the rollers of a full complement bearing during installation, as well as to hold the bearing.
Never Hammer the bearing into a housing even when using an assembly mandrel. Never press the bearing tightly against a shoulder in the housing.
Remember to only buy high-quality brand-name bearings from authorized distributors like Pacific International Bearing Sales Inc.
For more information, please contact us at [email protected].